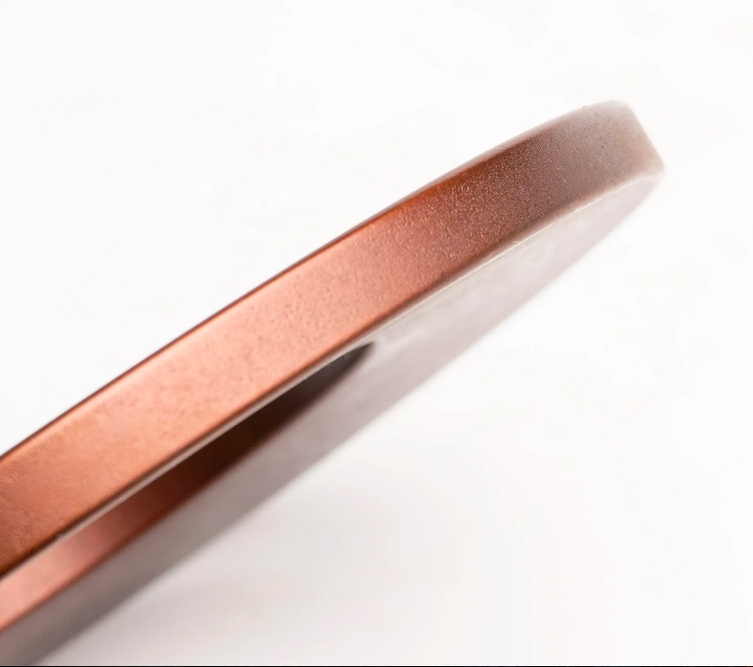
碟形弹簧的正确导向和定位对其性能至关重要,并确保达到所需的特性和重复性。建议的导向间隙见公差表,此外,还需注意导向和座面的性质。这在很大程度上取决于应用的负荷强度,例如,如果碟形弹簧用于在“低碳钢”或铸钢/锻钢表面上提供静态夹紧力,则可能令人满意。但是,如果座面采用铝、铜、黄铜等材质,则最好使用硬化推力垫圈以减轻表面损伤/压痕。动态应用涉及大量偏转循环,因此除了硬化座面外,导向面也必须足够坚硬,以防止过度磨损或“阶跃”。对于支撑垫圈和导向元件,硬度为 58HRC 的抛光表面就足够了,硬化深度至少应为 0.60 毫米。只要硬化表面层得到充分支撑,氮化硬化是允许的。
某种形式的润滑是提高碟形弹簧效率和延长其使用寿命的关键。对于负荷相对较低(即偏转次数较少)的碟形弹簧应用,在弹簧的接触点和定位面上涂抹适量的固体润滑剂(例如二硫化钼润滑脂)即可。对于动态或高腐蚀性的更严苛应用,碟形弹簧需要持续润滑,通常安装在充满油或润滑脂的腔体内。
叠放碟形弹簧
单片碟形弹簧以“彼此相对”的方式组装,形成弹簧柱。这种“串联”结构(上图中编号3)是为了增加单片碟形弹簧的变形量,其力元素与单片弹簧相同。
例如,一个碟形弹簧需要 5000N 的力才能偏转 1mm,当组装成 10 个碟形弹簧串联的柱时,将需要 5000N 的力才能偏转 10mm。
大量碟形弹簧串联堆叠时,其承载点摩擦的累积效应会导致堆叠两端的碟形弹簧比中心的碟形弹簧变形更大。在极端情况下,这可能会导致端部弹簧过度压缩并过早失效。“经验法则”是,堆叠碟形弹簧的长度不应超过碟形弹簧外径的约3倍。
通常,“串联”堆叠的碟形弹簧尺寸相同,但也可以堆叠多个厚度递增的碟形弹簧,以实现“阶梯式”渐进特性。在这种布置下,需要为“较轻”的碟形弹簧设置某种形式的压缩限制装置,以避免在“较重”的弹簧仍在变形时发生过度压缩。
平行堆叠碟形弹簧
碟形弹簧以“嵌套”的方式组装,即以相同的方式向上,这种柱子的合力是单个碟形弹簧的力元素乘以柱子中“嵌套”碟形弹簧的数量,而挠度保持与单个碟形弹簧的挠度相同。
(见上图2)必须注意的是,平行组装的柱状弹簧中的各个碟形弹簧作为独立实体运行,因此会产生相当大的界面摩擦。对于给定的挠度,这种界面摩擦会导致每个界面的力增加3%,在计算平行堆叠的总力时必须考虑到这一点。
例如,一个碟形弹簧需要 5000N 的力才能偏转 1 毫米,当由 3 个碟形弹簧平行组装时,将需要 15900N 的力才能偏转 1 毫米。
建议并联碟形弹簧的数量通常不超过3个,极端情况下不超过5个,以尽量减少摩擦产生的热量,或在静态应用中确保负载和卸载特性之间保持合理的关系。并联堆叠产生的滞后效应可用于需要阻尼特性的“减震”应用。
并联布置的碟形弹簧的寿命很大程度上取决于弹簧界面的充分润滑。
串联和并联堆叠碟形弹簧
串联和并联堆叠的组合(见上图4)是同时增加力和挠度的一种方式。适用于此类布置的指导原则基本上与上文所述相同,但在碟形弹簧选型阶段,务必通过考察各种方案来尽量减少堆叠弹簧的数量,这一点再怎么强调也不为过。
例如,一个碟形弹簧需要 5000N 的力才能偏转 1mm,当组装成一个由 3 个并联碟形弹簧和 10 个串联 3 个平行圆盘组成的柱子时(总共 30 个圆盘),将需要 15900N 的力才能使堆栈偏转 10mm(考虑到摩擦力 +6% 的余量)。